Ergebnisse
Übersicht zur Gesamtanlageneffektivität (OEE)
Beschreibung
Mit der Kennzahl der Gesamtanlageneffektivität (Overall Equipment Effectiveness OEE) berechnen Sie die Produktivität einer Anlage, bzw. auch deren Verluste.
Mithilfe des automatisch generierten OEE Dashboards stellen Sie diese transparent dar. Die Gesamtanlageneffektivität ist ein Maß für die Wertschöpfung einer Anlage.
Die Gesamtanlageneffektivität ist als das Produkt der folgenden drei Faktoren definiert:
-
Verfügbarkeit (z. B. ob es Störzeiten gibt)
-
Leistung (z. B. ob die Anlage unter Volllast oder reduziert läuft)
-
Qualität (z. B. wie viel Ausschuss produziert wird)
Der Wertebereich liegt zwischen 0 % und 100 %.
Zeit-Modell als Erweiterung des Statusmodells einer Anlage
Die Zeit-Kategorien bilden die Basis für das vordefinierte Zeit-Modell. In der Statuszuordnung-Tabelle kann die entsprechende Zeit-Kategorie zugewiesen werden. Somit ist bei jedem Maschinenzustand definiert, zu welcher Zeit-Kategorie der Maschinenstatus gehört.
Um die Kennzahlen für die Gesamtanlageneffektivität errechnen zu können, stehen folgende Zeit-Kategorien zur Verfügung:
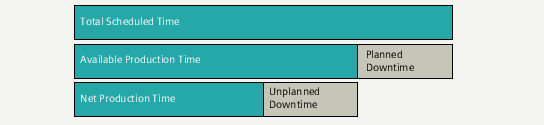
-
Total Scheduled Time
Die gesamte Anzahl der zur Verfügung stehenden Stunden,
z. B. 1 Woche = 168 Stunden
-
Available Production Time
Die gesamte Anzahl der zur Verfügung stehenden Stunden minus die geplante Stillstandszeiten,
z. B. Pausen => 168 Stunden - 21 Stunden = 147 Stunden
-
Net Production Time
Die Anzahl der zur Verfügung stehenden Stunden nach Abzug der geplanten Stillstandszeiten minus die ungeplanten Stillstandszeiten,
z. B. Störungen => 147 - (1,5 * 7) = 136,5 Stunden
-
Planned Downtime
Stillstandszeiten, die geplant sind, z. B. für Wartung
-
Unplanned Downtime
Stillstandszeiten, die nicht geplant sind, z. B. wegen Havarie oder Rohstoffmangel
OEE-Kennzahlen
Im folgenden Bild sehen Sie den Aufbau der Kennzahlen, um am Ende eine aussagekräftige Zahl für die Produktivität der Anlage zu erhalten:
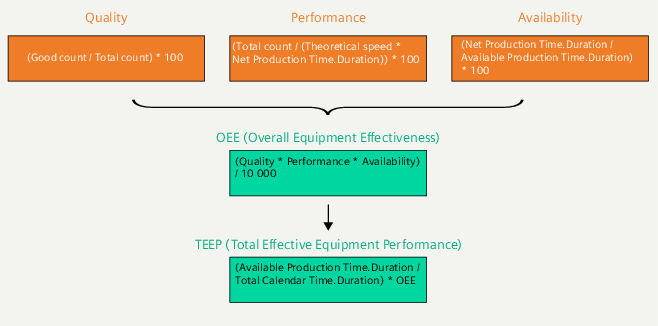
Für die Ermittlung der Produktivität der Anlage stehen in Performance Insight vordefinierte Kennzahlen (KPI-Typen  ) zur Verfügung. Die KPI-Typen können Sie nachträglich bearbeiten.
) zur Verfügung. Die KPI-Typen können Sie nachträglich bearbeiten.
Mikrostopps
Die Darstellung von sehr kurzen Unterbrechungen der Produktion macht die OEE-Analyse unübersichtlich und verfälscht gegebenenfalls die berechneten KPIs. Es kann z. B. unvermeidbar sein, dass eine Maschine für einen unbedeutenden Zeitraum anhält, da Material nicht sofort verfügbar ist. Die Berücksichtigung solcher Mikrostopps in der Analyse ist meist nicht gewünscht.
Sie definieren während der Konfiguration eines OEE-Dashboards auf welcher Grundlage ein Mikrostopp erkannt wird:
-
Über eine Variable aus der Steuerung übermittelt
-
Definiert als fester Zeitraum in Millisekunden
Die Konfiguration für Mikrostopps gilt für ein Asset. Pro Asset kann ein Mikrostopp-Schwellwert oder ein Parameter festgelegt werden.
Als Mikrostopp erkannte Stillstandszeiten werden in der Analyse herausgefiltert und beeinflussen nicht die Berechnung der KPIs.
Am Dashboard wird angezeigt, wie viele Mikrostopps erkannt wurden und wie lange diese in der Summe gedauert haben.
Wenn Sie die Grundlage für den Mikrostopp (fester Zeitraum) in der OEE-Konfiguration ändern, werden die KPIs neu berechnet und aktualisiert.